Wenn es hart zur Sache geht
Wettbewerbsdruck, Kostenreduzierung und damit die Rationalisierung der Fertigungsabläufe in der Zerspanung zwingen vor allem Lohnfertigungsdienstleister zum Umdenken. Das gilt auch für die Bearbeitung harter Werkstoffe. Die NEEF Zerspanungstechnik ging hier deshalb neue Wege. Mit Erfolg, denn bei der Bauteilequalität und Prozesssicherheit hat man mittlerweile einen Standard erreicht, der das Unternehmen nicht nur wettbewerbsfähiger macht sondern auch die Kunden in Sachen Optik und Liefertreue positiv überrascht.

Bei dem Bauteil Formspannbacke mit HRC 54 setzt man ausschließlich auf Werkzeuge von OSG, wie die Gewindebohrer WH55-OT, die Bohrer WDO und diverse VHM-Fräser aus der WXS-Serie.

Ralf Neef (li.) und Uli Blöcher (re.): „So ein Projekt lässt sich nur mit einem entsprechenden Gesamtkonzept prozesssicher realisieren. Das heißt, die Maschine, CAD/CAM, Werkzeugaufnahmen, Werkzeuge und auch die Werkstückspannung müssen optimal aufeinander abgestimmt sein.

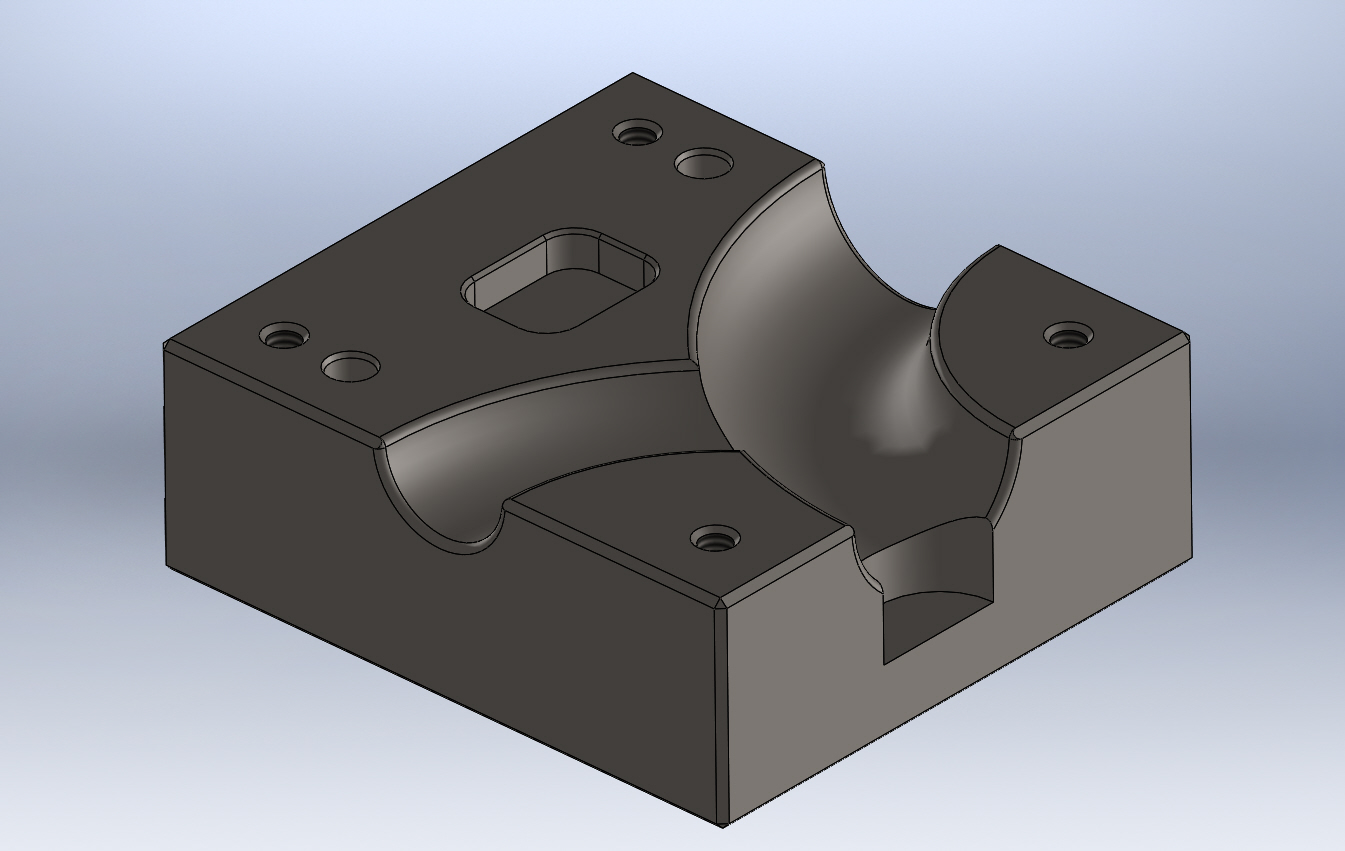
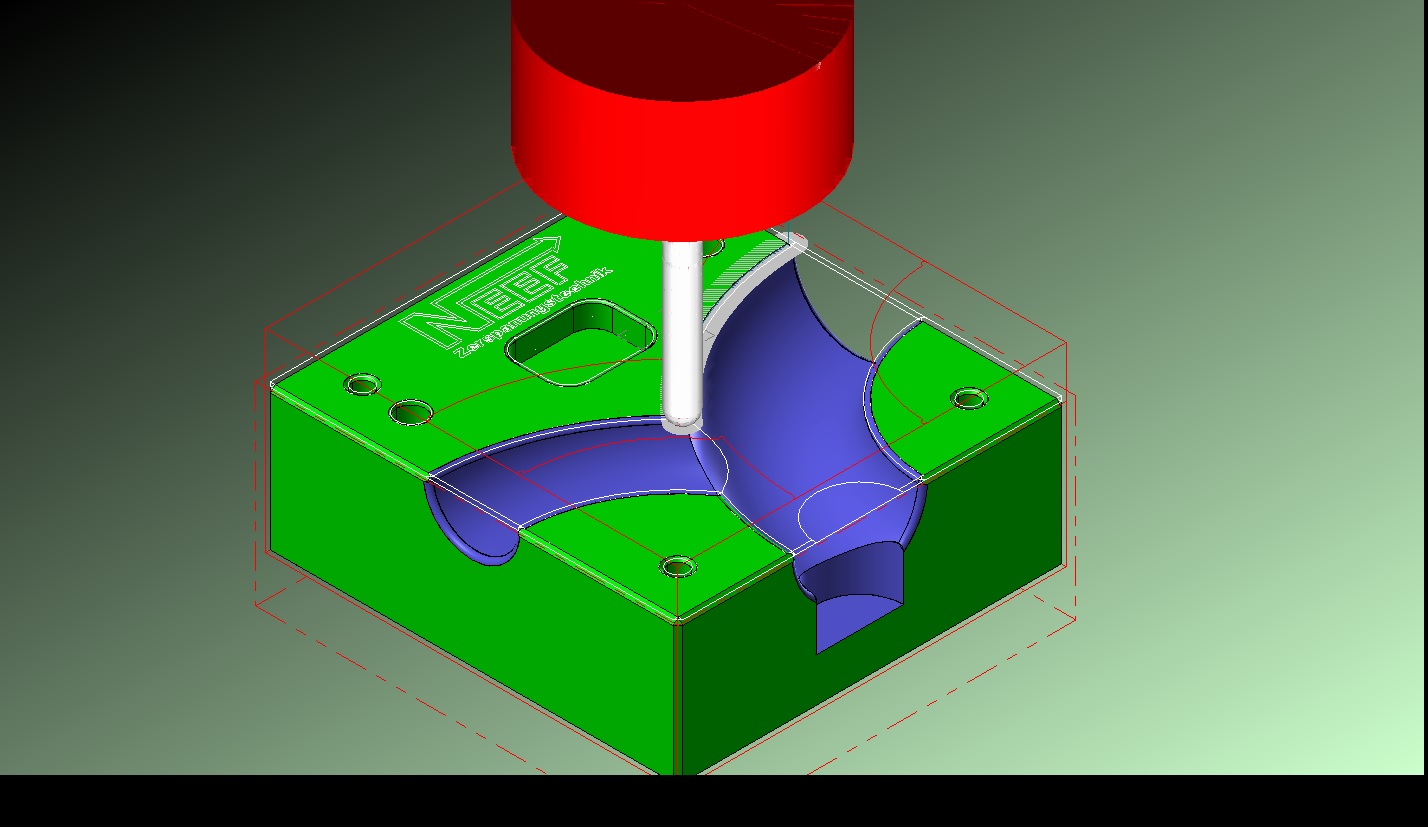
Gefräst werden Flächen, am Umfang, Innenkonturen geschlichtet. Die parallele Abweichung bewegt sich innerhalb von nur 2/1000 mm. Für die Oberflächen ist Ra von 1,6 gefordert, erzielt wird Ra Wert von unter 0,4.
Begonnen hat es mit dem Tieflochbohren in einen problematischen Kupferwerkstoff. Ralf Neef, Inhaber der NEEF Zerspanungstechnik in Haiger war deshalb auf der Suche nach entsprechenden Bohrern. Gefunden hat er die bei OSG und damit war OSG in Haiger schon mal positiv besetzt. Im Juni 2015 begann dann aber bei der NEEF Zerspanungstechnik die Ära der Hartbearbeitung. Konkret ging es um Formspannbacken mit Chargen von jeweils 14 Paar unterschiedlicher Größen. Diese Bauteile mit einer Härte von HRC 54 wurden bis dahin weich bearbeitet, gehärtet und anschließend hart fertig bearbeitet. Eine Strategie, mit der sich die Zerspanungsspezialisten in Haiger nicht anfreunden konnten. Deshalb wurde nach intensiver Recherche zunächst in zwei neue vertikale Bearbeitungszentren FANUC Robodrill und in Magnetspanntechnik investiert.
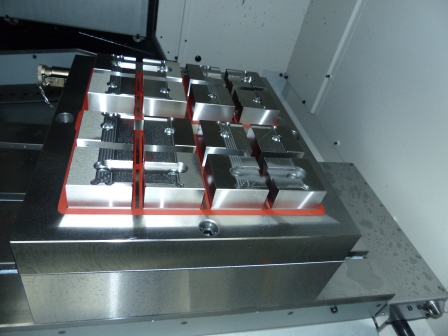
Die Magnetspanntechnik wurde eigens für die Hartbearbeitung beschafft, die vier Nester wurden einen Millimeter tiefer gelegt, um die Werkstücke stabil zu fixieren.
Dazu Ralf Neef: „Erfahrungen mit der Hartbearbeitung hatten wir ja bereits aus dem Bereich des Drehens. So war mir klar, dass dieses Vorhaben nur dann funktioniert, wenn das Gesamtpaket, also Maschine, CAD/CAM, Werkzeugaufnahmen inklusive Werkzeuge und auch die Werkstückspannung optimal aufeinander abgestimmt sind. Wir haben also hier nichts dem Zufall überlassen.
Eine „Achillesferse“ bei der Hartbearbeitung sahen wir allerdings in den Bohr- und Gewindewerkzeugen, weil das Material weder weich noch wirklich hart ist.“ Entschieden hat man sich dann auch auf Grund der positiven Erfahrungen beim Tieflochbohren in Kupfer – für Werkzeuge von OSG. Im Detail sind das die Gewindebohrer WH55-OT, die Bohrer WDO und diverse VHM-Fräser aus der WXS-Serie. Eine Investition, die durchgängig funktioniert. Prozesssicherheit, die Qualität der Bauteile sowie die Schnittdaten überzeugen.

Nach intensiver Recherche zum Thema Hartbearbeitung wurde in Haiger zunächst in zwei neue vertikale Bearbeitungszentren FANUC Robodrill investiert.
… so präzise wie möglich
Nun gilt bei der NEEF Zerspanungstechnik die Firmenphilosophie, die Ergebnisse müssen präziser und auch optisch über den Anforderungen des Kunden liegen. Deshalb hat man die Strategie bei der Bearbeitung dieser Formspannbacken auch ständig weiter optimiert. So wurden die vier Nester in der Magnetspanntechnik einen Millimeter „tiefer gelegt“, um die Werkstücke stabil zu fixieren. Gefräst werden Flächen, am Umfang, Innenkonturen mit verschiedenen OSG Kugelfräsern WXS-EBD geschlichtet, gebohrt und Gewinde geschnitten. Die parallele Abweichung bewegt sich dabei ohne den nach dem Härten notwendigen Schleifprozess innerhalb von nur 2/1000 mm. Die Toleranzen bei den Gewindebohrungen sind wesentlich präziser, weil es an den Bauteilen zu keinem Wärmeverzug mehr kommt. Für die Oberflächen ist Ra von 1,6 gefordert, erzielt wird 0,4. Zwecks der Optik werden die Bauteile im Anschluss dann aber auch noch in 2 Stufen läppgestrahlt.
Wie sich Preis und
Leistung rechnen
Neben dieser Präzision bei den Werkstücken ist es aber auch die Maßhaltigkeit der Werkzeuge, die mit Zeiteinsparungen überraschen. Muss so beispielsweise ein Werkzeugwechsel wegen des Verschleißes durchgeführt werden, ist auf Grund der Maßhaltigkeit, kein Vermessen des Durchmessers mehr notwendig ___. Das heißt, man geht bei der Werkzeugkorrektur auf den Nullpunkt und das Maß passt. Bei aller Präzision und Optik sind in Haiger natürlich auch die Schnittdaten ein Thema. Ralf Neef hat deshalb auch die von OSG empfohlenen Schnittdaten begutachtet: „Auch wir haben keine Zeit zu verschenken und deshalb waren mir diese empfohlenen Schnittdaten einfach zu gering. Wir haben die dann kontinuierlich nach oben korrigiert. Mittlerweile sind wir zwischen 30 bis 50 Prozent über diesen Parametern und erreichen trotzdem überdurchschnittliche Standzeiten.“ Dazu Uli Blöcher, Gebietsleiter Deutschland Mitte bei OSG: „Diese Vorgaben sind bei OSG lediglich Richtwerte, weil wir die Bedingungen in den einzelnen Unternehmen nicht kennen.“ Hier bei NEEF sind die Voraussetzungen für solche Schnittparameter ja nun nahezu ideal, da ist so etwas dann durchaus möglich.“ Nun sind die Werkzeuge in Sachen Leistung und Standzeit von OSG in der Premiumklasse angesiedelt. Das gilt allerdings auch beim Preis. Berücksichtigt man aber, dass es wie im konkreten Beispiel bei der NEEF Zerspanungstechnik durch die Maßhaltigkeit der OSG-Werkzeuge zu keinen zeitaufwändigen Werkzeugkorrekturen kommt, die Schnittwerte und Standzeiten der Werkzeuge entsprechend sind und man sich auch bei der Präzision sicher sein kann, rechnen sich derartige Premium-Werkzeuge nach Ansicht von Ralf Neef schnell.
Das Beispiel „Formspannbacke“ bzw. die NEEF Zerspanungstechnik macht also deutlich, dass es lohnt, neue Wege zu gehen. Grundvoraussetzung ist freilich die entsprechende Vorbereitung und das Equipment. Ist das gegeben, sollte auch eine derart komplexe Hartbearbeitung keine allzu große Herausforderung mehr darstellen.
„ Präzision ist kein Zufall ! “

Die Spezialität in der CNC-Zerspanung bei NEEF: komplexe, hochpräzise Bauteile in kleinen und mittleren Losgrößen. Seit Juni 2015 hat man sich zudem im Bereich Hartbearbeitung spezialisiert.
Die NEEF Zerspanungstechnik im Detail
Das Unternehmen wurde 2007 gegründet und ist seit 2011 nach DIN EN ISO 9001:2008 Zertifiziert . NEEF Zerspanungstechnik fertigt als Lohndienstleister in der CNC-Zerspanung komplexe, hochpräzise Bauteile in kleinen und mittleren Losgrößen. Seit Juni 2015 hat man sich zudem in der Hartbearbeitung spezialisiert. Mittlerweile zählen namhafte Unternehmen aus den Bereichen Elektronik, Zulieferindustrie, Werkzeughersteller und der Heizungstechnik zum Kundenkreis.
Nebenbei bemerkt
Ralf Neef: „Einige Anbieter haben die Hartbearbeitung bei diesem Bauteil gescheut. Wir haben sofort damit begonnen, weil das präziser und schneller geht. So sind wir auch aus der Nummer des aufwändigen Schleifens raus.“
Interessantes am Rande
Bei der NEEF Zerspanungstechnik wird ausschließlich über das CAD/CAM-System von MasterCam programmiert, da diese Strategien über die Maschinensteuerung nicht durchführbar sind.
Die Maßhaltigkeit der OSG-Bohrer sieht man in Haiger nicht als selbstverständlich, denn man hatte bei Bohrern anderer Anbieter auch schon Toleranzen bis 3,5 /100 mm festgestellt.
Kontakt
NEEF Zerspanungstechnik
Herr Ralf Neef
D-35708 Haiger
Tel. +49 2774 9241 44
![]()
OSG Deutschland GmbH
Herr Dieter Prinz
D-73037 Göppingen Tel: +49 7161/6064 0
![osg_header_de_de-de[1]](https://www.lohnbetrieb-neef.com/wp-content/uploads/2014/09/osg_header_de_de-de1.gif)
Weitere Partner die zum Erfolg beitragen :
![]()
![]()
![]()